






Линия производства азотной кислоты (100 000-270 000 т/год)
Полная система производства азотной кислоты на основе окисления аммиака для удобрений
Для производства азотной кислоты в основном используется процесс окисления аммиака.
Технологии производства разбавленной азотной кислоты можно классифицировать на пять типов в зависимости от давления окисления аммиака и давления, при котором оксиды азота поглощаются для дальнейшей реакции с водой: технология с атмосферным давлением, комбинированным давлением окисления и поглощения, средним давлением, высоким давлением, двойным давлением.
- Производственная мощность: 100 000 т/год, 150 000 т/год, 200 000 т/год, 270 000 т/год
- Качество продукта: соответствует GB/T 337.2-2014 "Промышленная азотная кислота: разбавленная азотная кислота"
| Параметр | Технология с атмосферным давлением | Технология с комбинированным давлением | Технология со средним давлением | Технология с высоким давлением | Технология с двойным давлением |
| Давление окисления (МПа) | 0.11-0.12 | 0.1 | 0.4-0.6 | 0.8-1.3 | 0.4-0.6 |
| Давление поглощения (МПа) | 0.98-1.8 | 0.4-0.6 | 0.4-0.6 | 0.8-1.3 | 0.8-1.2 |
| Концентрация продукта (%) | 40-45 | ≤50 | ≤53 | ≥60 | ≥60 |
| Потребление аммиака (кг/т) | 308-330 | 280 | 282-284 | 288-300 | 282-284 |
| Потребление платины (мг/т) | 60 | 60-80 | 120 | 200 | 120 |
| Потребление энергии (кВт·ч/т) | / | / | 10 | 25 | 11.1 |
| Концентрация NOₓ в выходных газах из абсорбера (×10⁻⁶) | 5000-10000 | 2500 | 1000-1500 | 2000-2500 | 200-800 |
| Концентрация NOₓ после очистки газов (×10⁻⁶) | атмосферное поглощение щелочью: 600-1300 | атмосферное поглощение щелочью: 400-600 | поглощение щелочью под давлением: 200-500 | ≤200 | ≤200 |
| Охлаждающая вода (ΔT = 10℃) | / | / | 170 | 176 | 160 |
| Количество пара от побочных продуктов (т/т) | / | / | 0.18 | 0.3 | 0.301 |
| Коэффициент эффективности окисления аммиака (%) | / | / | 96 | 94 | 96.6 |
| Эффективность поглощения NOₓ (%) | / | / | 98 | 99.6 | 99.8 |
Примечание:
Значение потребления энергии не включает электричество для освещения, вентиляции или отопления.
Для полного процесса производства при высоком давлении потребление энергии включает электричество для системы охлаждения.
Выводы на основе сравнительной таблицы:
-
Потребление аммиака и платины:
Технология с комбинированным давлением предполагает наименьшее потребление аммиака и платины. За ней следуют технологии со средним и двойным давлением, в то время как технология с высоким давлением характеризуется наибольшим потреблением аммиака и платины. -
Капитальные инвестиции:
Технология с высоким давлением требует наименьших инвестиций, за ней следует технология с двойным давлением. -
Производственная мощность и масштабируемость:
Технология с высоким давлением и двухдавленностная технология наиболее подходят для крупномасштабного внедрения. -
Выбросы отработанных газов:
Технология с двойным давлением является самым оптимальным вариантом для минимизации выбросов. -
Заключение:
На сегодняшний день технология с двойным давлением является наиболее передовой при производстве азотной кислоты.
- Высокая эффективность окисления аммиака (96.6%) с низким потреблением платины (120 мг/т 100% HNO₃ до восстановления платины).
- Высокая эффективность поглощения диоксида азота (99.8%), что позволяет достичь концентрации азотной кислоты до 60%.
- Очень низкая концентрация NOₓ в отработанных газах после обработки аммиака (≤ 50 ppm).
- Восстановление энергии от среднетемпературных отработанных газов; оптимальное сочетание паровой турбины и турбодетантера отработанных газов позволяет восстанавливать около 60% мощности компрессии.
- Охлаждающая мощность, получаемая при низкотемпературном испарении аммиака, эффективно используется для охлаждения абсорбера.
- Энергия политропного сжатия воздушных компрессоров и компрессоров NOₓ оптимально используется внутри установки.
- Пар от побочных продуктов может быть перенаправлен для работы компрессоров и других нужд, что снижает удельное потребление энергии (11.1 кВт·ч/т 100% HNO₃).
- Система управления DCS повышает безопасность эксплуатации, улучшает автоматизацию и упрощает управление процессом.
-
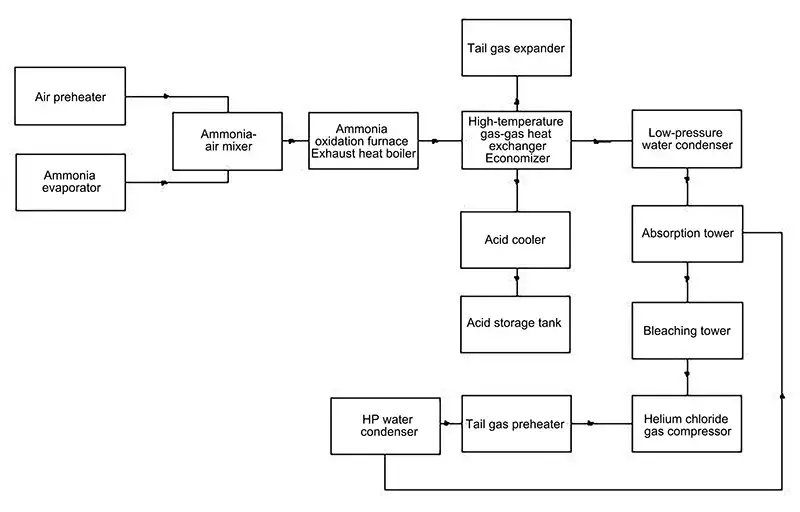
Подготовка смеси аммиака с воздухом
Жидкий аммиак подается в испарители (A и B), где он испаряется с образованием газообразного аммиака. Газообразный аммиак нагревается до температуры выше 100℃ в паровом нагревателе, после чего проходит через газовый фильтр для удаления масла и примесей. Очищенный, он подается в аммиачно-воздушный смеситель, где смешивается с первичным воздухом, сжатым до 0,35 МПа (г), и нагревается приблизительно до 236℃. Концентрация аммиака контролируется на уровне 9,6%, и стабильная смесь аммиак-воздух подается в окислительный реактор. -
Окисление аммиака и восстановление тепла
Смесь аммиака с воздухом поступает в верхнюю часть реактора для окисления и равномерно распределяется на платиновом сетчатом катализаторе с помощью распределителя. Каталитическое окисление аммиака происходит по реакции: 4NH₃ + 5O₂ → 4NO + 6H₂O + Q
В процессе выделяется большое количество тепла, при этом температура реакции поддерживается на уровне приблизительно 860℃. Продукты реакции проходят через пароперегреватель и котел-утилизатор тепла отработанных газов, где образуется перегретый пар с давлением 3,9 МПа и температурой 440℃. Этот пар подается в паровую турбину в составе четырехкомпонентной установки, а избыточный пар выводится во внешнюю паровую сеть. -
Окисление NO и восстановление тепла
Газообразный оксид азота, выходящий из котла-утилизатора, проходит через высокотемпературный теплообменник типа газ-газ и экономайзер. Затем он поступает в охладитель воды низкого давления, где газообразный NO охлаждается примерно до 42℃. Одновременно NO окисляется до NO₂ в оборудовании и трубопроводах по следующей реакции: 2NO + O₂ → 2NO₂ + Q
NO₂ вступает в реакцию со сконденсированным водяным паром с образованием разбавленной азотной кислоты. Смесь газ-кислота поступает в газо-жидкостной сепаратор, где разбавленная азотная кислота отделяется и подается в абсорбционную башню. Оставшийся газ NO смешивается со вторичным воздухом из отбельной башни и подается в компрессор для оксидов азота, где сжимается до 1,0 МПа (г).
Во время сжатия температура повышается с 42℃ примерно до 200℃. Тепло сжатия удаляется в предварительном охладителе отработанных газов, подогревая отработанные газы, при этом температура газа NO снижается до 130℃. Затем газообразный NO охлаждается примерно до температуры 40℃ в охладителе воды высокого давления и подается в нижнюю часть абсорбционной башни, где конденсированная кислота смешивается с азотной кислотой. -
Абсорбция NOₓ и отбелка азотной кислоты
Оксиды азота абсорбируются водой в абсорбционной башне для получения азотной кислоты с массовой долей 60-65%. Разбавленная азотная кислота направляется в продувочную колонну, где она отбеливается вторичным воздухом, а затем поступает в резервуар для хранения кислоты. Основная реакция абсорбции: 3NO₂ + H₂O → 2HNO₃ + NO + 142 ккал/кг -
Восстановление энергии и выброс отработанных газов
Отработанные газы выходят с верхней части абсорбционной башни и поступают в сепаратор отработанных газов, где удаляется мелкодисперсная жидкость. Газ сначала нагревается примерно до 55℃ в охладителе вторичного воздуха, затем дополнительно нагревается примерно до 155℃ в предварительном нагревателе отработанных газов с использованием газа оксида азота высокого давления. В конечном итоге отработанные газы нагреваются до 360-390℃ в теплообменнике газ-газ и подаются в турбину для расширения отработанных газов, где восстанавливается часть энергии. С помощью данной системы рекуперации энергии можно восстановить более 50% общей мощности компрессии. После каталитической очистки от аммиака концентрация NOₓ в отработанных газах снижается до ≤ 56 ppm (v), и очищенные отработанные газы выводятся через трубопровод отработанных газов.
- Четырехкомпонентная установка: паровая турбина, компрессор оксидов азота, воздушный компрессор, турбина для расширения отработанных газов, редуктор и вспомогательное оборудование.
- Реактор окисления аммиака:
- Верхняя часть: многоуровневый распределитель с перфорированными перегородками;
- Средняя часть: корзинчатый держатель с платиновой сеткой;
- Нижняя часть: зона перегревания пара и котел для утилизации отходящего тепла с охлаждающими змеевиками на стенках печи.
- Абсорбционная башня: оснащена двумя S-образными ситовыми поддонами с одним выходом для жидкости на каждом уровне. Из 32-х поддонов 26 оснащены охлаждающим змеевиком.
- Продувочная колонна: колонна с четырьмя ситовыми поддонами.
Компания Delandi разрабатывает и производит оборудование для индустрии удобрений. Мы фокусируемся на проектировании процессов, производстве оборудования и повышении производственных показателей. Наша команда опытных профессионалов с глубокими техническими знаниями и компетенциями всегда готова к новым проектам!